|
|
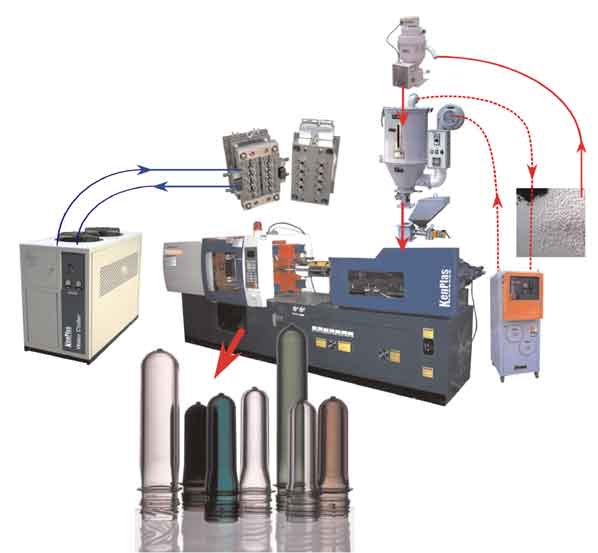
PET Preform Injection Molding
|
 PET Preform Processing: PET Preform Processing:
|
|
Solution
|
|
|
|
Drying and Dehumidifying of PET
|
|
PET is a kind of moisture absorption plastics, usually its water
content is about 0.05%. To get perfect PET preform (transparency and
physical performance), also to enhance molding efficiency, the water
content of PET resin should be <=0.005%. Therefore necessary drying
of PET is required. The common drying methods:
- By oven:
A kind of outdated and laborious drying method. Oven is apart from
injection machine, dried PET is moved into the hopper of injection
machine manually, and un-dried PET is moved into oven manually
too.
As LVPET may get damp and caking while drying, only oven drying
method can be used for LVPET so that it can be turned over for 2
to 3 times during drying. The thickness of PET in the trays can be
about 50mm. If dried material is not used up, set oven's working
temperature to 1100C to keep it warm. PET should not be stayed in
oven for more than 8 hours, or it will deteriorate. Cooled
material should be dried again.
For LVPET, luster will appear when it is being dried. And the
luster will disappear when drying finished.
- By
Hopper Dryer
Most common and economical method to dry PET. If works together
with autoloader, PET will be loaded into hopper dryer and dried
continuously and automatically.
- By
Dehumidifier
Efficient but costly drying method, works together with hopper
dryer and autoloader. It dries PET in a closed loop system to
reach dew-point of at least -320C,
thus to exhibit the optimum physical performance and surface
finish of PET products.
|
|
Drying Temperature Drying target is to get
moisture level <=0.005% (at the same time, AA level should be strictly
controlledto avoid peculiar smell in the drink) The best drying
temperature and time are decided by IV value of PET resin. But
generally speaking, it should be 150~ 1700C
for about 4 hours. If dried PET contact air with relative humidity 35~40% for 12 minutes,
it's moisture content will reach 0.005%.
Long-time drying will reduce its IV value. So it is better to
shorten drying time. Drying time should not exceed 7~8 hours. |
|
Cooling of Preform Mold
|
|
Cooling of preform mold is also very important. It affects preform's
quality directly. The temperature of cooling water should be 15~200C,
and the pressure of cooling water should be around 5Bar.
Water chiller is suggested. |
|
Mold Temperature
|
|
For injection machine, temperature of nozzle and front zone should
be about 2800C, and middle zone around 2820C,
rear zone around 2750C. The temperature of hot runner in
preform mold should be around 2700C. These temperature
vary a little bit with IMM, preform's design and weight, mold's
structure and cooling, etc. |
|
Catalogue
Download |
|
|


 Plastics Projects
Plastics Projects